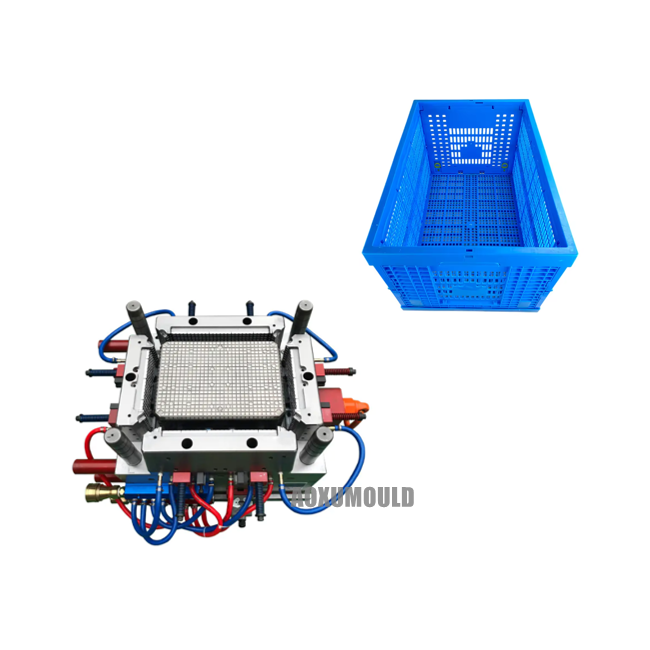



Специфікації цвілі
|
Назва цвілі |
логістична коробка форми |
|
Ящик |
HDPE/PP, пластик |
|
Розмір ящика |
600x400x230мм |
| Вага ящика |
2,3 кг |
|
Матеріал цвілі для порожнини та. Ядро |
P20, 718, 2738 |
|
Нос порожнини |
1 порожнина |
|
Система впорскування |
Китайський бренд гарячий бігун |
|
Відповідна машина для введення |
450T |
|
Розмір цвілі |
980x800x480mm |
|
Життя цвілі |
понад 500 000 шт. |
ЩоAreTвінFїстиPостаннійLогістіяBвол?

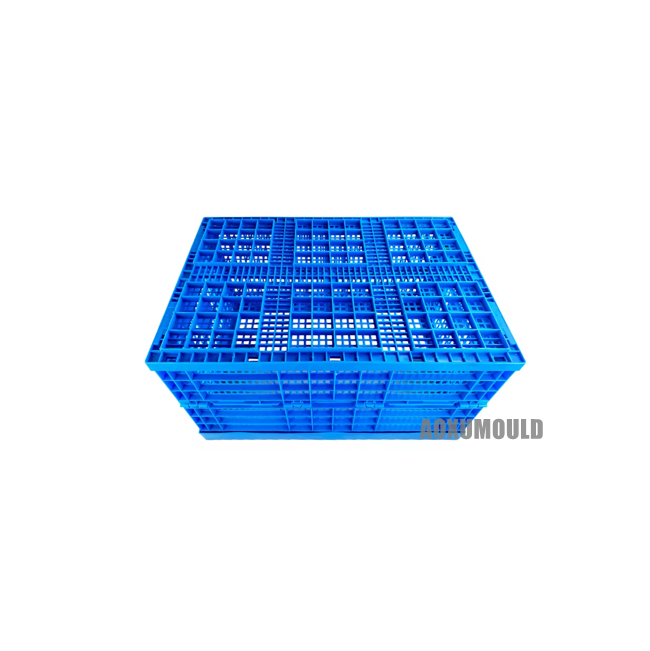
Приваблива та довговічна: Пластикові логістичні вироби виготовляються за допомогою одноразового лиття під тиском поліетилену високої щільності низького тиску (HDPE) (PP), з хорошим блиском, хорошим почуттям руки та тривалому терміну служби. Привабливий, легкий, проти ковзання, стійкий до удару, холодностійкий, теплостійкий, стійкий до зносу, стійкі до тиску, стійкі до корозії, стійкі до кислоти та лужні, дихаючі та непроникні.
Розумна конструкція структури: Продукт має добре розроблену структуру з високою міцністю на навантаження. Навантажувальна ємність коробки передачі потужностей 1L знаходиться в межах 1-100 кг. Коли вільно опускається з висоти 1,5 метра, він не деформується і не тріщинне.
Захист навколишнього середовища та енергозбереження: Пластикові логістичні коробки є більш екологічними та енергоефективними. Вони виготовляються за допомогою одного процесу для лиття під тиском і є більш міцними та міцними. Пластикові логістичні коробки мають такі переваги, як проти старіння та анти-розрив, а також висока міцність підшипника та здатність до розтягування та стискання.
Широка застосовність: Пластикові логістичні коробки підходять для транспортування, розподілу, зберігання та обробки циркуляції у фабричній логістиці. Їх розумна конструкція та відмінна якість роблять їх застосовними для транспортування, розповсюдження, зберігання та обробки циркуляції у фабричній логістиці.
Складно: Пластикові логістичні коробки можна скласти разом, що не тільки економить простір, але й зменшує логістичні витрати.
Переробка: викинуті логістичні поля можуть бути оброблені та повторно використані, не спричиняючи забруднення навколишнього середовища або витрачаючи ресурси.
Дизайн для продукту та. Пластир

ЩоAreTвінMетодFабо TскладTвінLOAD-BстовбурCбездоганнийPостаннійLогістіяBвол?
Метод огляду зовнішнього вигляду: Перевірте, чи поява пластикової коробки неушкодженою та чи є явні пошкодження, тріщини чи деформації.
Вимірювання розмірів: виміряйте довжину, ширину та висоту пластикової коробки, щоб переконатися, що вона відповідає вимогам дизайну та потребам використання.
Інспекція плоскості поверхні: Використовуйте інструмент для вимірювання плоскості, щоб перевірити площину поверхні пластикової коробки, щоб запобігти пошкодженню вмісту.
Метод тестування фізичної працездатності: Використовуйте механічне обладнання для випробувань для оцінки властивостей міцності пластикових ящиків, таких як міцність на стиск, міцність на розрив та стійкість до удару.
Тест на вивітрювання: Піддаючи пластикову коробку різним умовам навколишнього середовища, стійкість до погоди пластику можна оцінити, тим самим прогнозуючи його тривалість життя та продуктивність у фактичному використанні.
Тест на навантажувальну ємність: застосовуючи певне навантаження на пластикову коробку, його навантажувальна ємність оцінюється, щоб переконатися, що вона може безпечно перевозити товар.
Метод тестування складу матеріалу: Використовуйте методи чи інструменти хімічного аналізу для ідентифікації типу та складу матеріалів, що використовуються в пластикових коробках.
Тест розчинної речовини: занурюючи зразок пластикової коробки, вміст розчинних речовин всередині нього виявляється для оцінки його безпеки та екологічної доброзичливості.
ЩоAreTвінDвтіленийRрівніFабоTвінPнакопичувачPостаннійLогійнийBволодарПластир?

Вимоги до матеріалу для цвілі: Усі рамки цвілі рівномірно вибрані як довгі форми; Форми з розміром 230 або вище рівномірно оснащені чотирма наборами направок для пластини голки. Ядро суворо виготовляється відповідно до матеріальних вимог, перелічених у таблиці пропозицій компанії. Усі вставки деталей спереду та задньої форми рівномірно виготовлені з 2083 гасіння матеріалу або шведського матеріалу S136. Усі вставки в передній і задній формі виготовлені з матеріалу Longji Nak80. Всі шпильки, вставки, начальники та плоскі вершини форм рівномірно виготовлені з матеріалу SKD61. Для ліплення ін'єкцій з об'ємом виробництва понад 500 000 штук, шпильки, вставки, начальники та плоскі вершини рівномірно виготовлені з матеріалу SKD51.
Вимоги до обробки цвілі: Усі вставки, вставки та частини серцевини передньої форми повинні бути оброблені повільним різанням дроту. Дзеркальна поверхня продуктів передньої форми повинна бути рівномірно оброблена дзеркальною розрізанням іскри поверхні, щоб забезпечити площину зовнішнього вигляду. Усі форми, канали потоку та шлюзи повинні бути рівномірно відшліфовані. Для ядра задньої цвілі вставки, пробки та ті, що мають діаметр менше 3,0, все повинно оброблятися повільним різанням дроту. Плоскі вершини повинні оброблятися повільним різанням дроту. Порти дайвінгу повинні бути рівномірно оброблені розрізанням іскри та відшліфованим до 1200# наждачного паперу або відполірованим.
Вимоги до структури форми: Для задньої форми продукту всі стовпці повинні бути рівномірно з'єднані стрижнями; Для передньої форми всі стовпчики повинні бути рівномірно оснащені шпильками. Всі через отвори повинні бути рівномірно у вигляді вставок. Усі ребра та кістки вище 15 мм повинні бути у вигляді вставок.
Вимоги до зовнішнього вигляду: поверхня повинна бути дзеркальною. Він повинен бути відшліфований 1500# та над наждаком, а потім покрити захисною плівкою. Поверхня повинна мати тонкі лінії, коли відшліфував. Він повинен бути відполірований на наждачному папері 1200#. Поверхня повинна мати грубі лінії. Він повинен бути відшліфований 1000# наждачним папером. Поверхня повинна бути звичайною гладкою обробкою замовником. Він повинен бути відшліфований 1200# наждачним папером, щоб забезпечити рівномірний ефект полірування. У разі жодних вимог до задньої форми вона повинна бути відшліфована 800# наждаком.
Вимоги до міцності форми: Для форм з міцністю 400 або вище рамка форми повинна бути зроблена у блок -формі для сторони, дна та верх (блок -матеріал - P20). Край ядра цвілі до краю продукту не повинен бути менше 35 мм. Для форми з силою нижче 350, край ядра цвілі до краю рамки форми не повинен бути менше 60 мм. Для форми з силою вище 350, край ядра цвілі до краю рамки форми не повинен бути менше 75 мм.
Вимоги до виробництва цвілі: форма не повинна оброблятися, використовуючи будь -які методи вторинної обробки з інструментами. Цикл ін'єкції цвілі: для вагою 200 грам цикл становить V40; Для вагою 200 грам цикл становить v50. Форма не повинна вимагати великого ремонту (обмежене 3 днями технічного обслуговування), коли цикл впорскування становить менше 100 000 разів. Під час виробництва цвілі рівень кваліфікації продукту повинен бути вище 93%, а коефіцієнт кваліфікації подвійного кольору має бути вище 80%.
Вимоги щодо формованого продукту: Формовані вироби повинні бути одноразовими кваліфікованими продуктами, і додаткова обробка не допускається (за винятком обробки, необхідної для відповідних спеціальних конструкцій). Кваліфікований формований продукт визначається як: його зовнішній вигляд відповідає стандартам прийняття Чуаньюань, розмірна толерантність відповідає вимогам дизайну малювання, матеріали, що відповідають вимогам, і відповідають відповідним законам та правилам, а міцність продукту відповідає відповідним тестам.
Цвіл-випробування пластику lогійнийBволодар
Чому обирати нас
Сертифікація якості: Переконайтесь, що постачальники володіють відповідними сертифікатами якості, такими як ISO13485 тощо. Ці сертифікати вказують на те, що постачальники відповідають міжнародним стандартам та здатні забезпечити високоякісні форми, які відповідають вимогам галузі медичного обладнання.
Досвід та досвід: Виберіть постачальників, які володіють великим досвідом та професійними знаннями. Вони поглиблені розуміння дизайну, виготовлення та використання форм медичного обладнання та можуть надати вам професійні поради та рішення.
Технічні можливості: Оцініть технічні можливості постачальників, включаючи їх технічний рівень у розробці, обробці та вдосконаленні. Відмінні технічні можливості можуть забезпечити точність та стабільність форм, тим самим гарантуючи якість продукції.
Обслуговування клієнтів: Служба клієнтів, що надається постачальником, також є важливим фактором у виборі. Вони повинні мати можливість негайно реагувати на ваші потреби та пропонувати чудові послуги післяпродажних послуг, включаючи технічне обслуговування, ремонт та технічну підтримку тощо.
Ефективність: Хоча якість та послуга мають надзвичайно важливе значення, вартість також є фактором, який потрібно враховувати. Вибирайте постачальників з розумними цінами та конкурентними пропозиціями, щоб забезпечити контроль за виробничими витратами.
Відповідність та простежуваність: Переконайтесь, що продукція постачальників відповідає відповідним правилам та стандартам, і може забезпечити повну простежуваність продукту для вирішення потенційних проблем якості та регуляторних оглядів.
Час доставки: враховуйте час доставки постачальника. Своєчасна доставка може забезпечити, щоб ваш виробничий план не впливав і що попит на ринок може бути негайно задоволений.
Обладнання та навички працівників: Вибираючи фабрику виробництва пластикових форм, доцільно вибрати його з відносно хорошим обладнанням та кваліфікованими працівниками. Виробництво пластикової форми-це масштабна інвестиція, тому вимоги до якості надзвичайно суворі. Якщо обладнання та навички працівників на фабриці пластикових форм не відповідають стандартним, на якість форм та продуктів буде сильно впливати.
Час масштабу та доставки: Виберіть фабрику виробництва пластику з порівняно великим масштабом. Деякі невеликі семінари мають багато людей, які вирішують різні завдання, що ускладнює їх професійним. Як результат, можуть виникнути проблеми з часом доставки. Більш масштабні фабрики цвілі мають більш надійний час доставки.
Період встановлення та технологічна зрілість: це залежить від періоду встановлення фабрики пластикової форми виробів. Для новостворених компаній, завдяки незрілому технології обробки цвілі, важко задовольнити високі вимоги клієнтів з точки зору точності обробки цвілі.





