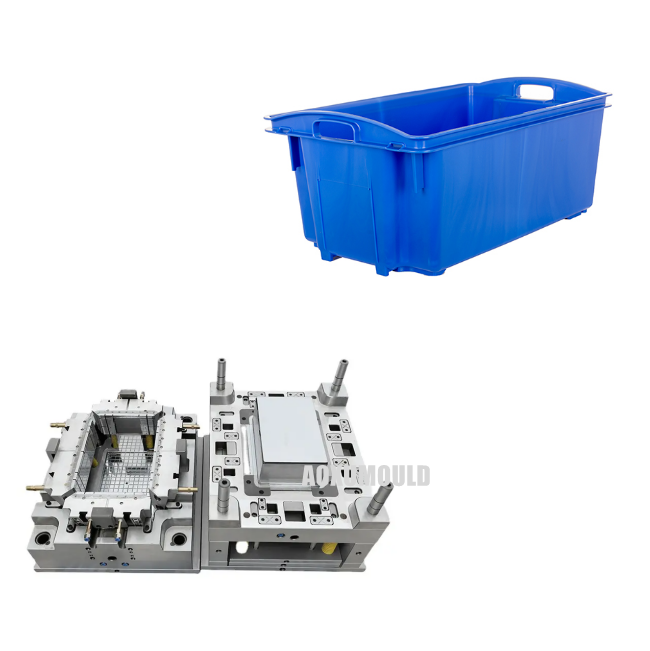




Специфікації цвілі
|
Назва цвілі |
Пластикова цвіль для ящиків для риби |
|
Матеріал продукту |
HDPE |
|
Розмір товару |
711 x 438 x 313 мм |
|
Вага продукту |
3100 грам |
|
Ємність продукту |
55 літр |
|
Матеріал цвілі для порожнини та. Ядро |
P20/718H/2738 |
|
Нос порожнини |
1 порожнина |
|
Система впорскування |
Гарячий бігун |
|
Відповідна машина для введення |
680T |
|
Розмір цвілі |
1250x880x720 мм |
|
Вага форми |
6200 кг |
|
Життя цвілі |
Більше 500, 000 PCS |
|
Час доставки |
45 днів |
Як створити цвіль для ящиків для риб?

Необхідно враховувати багато факторів, таких як структура продукту, матеріальні характеристики, процес формування та термін експлуатації формування під час проектування форми для впорскування пластикових ящиків. Ось ключові кроки та міркування:
1. Структура продукту та аналіз дизайну форми
Розмір і товщина стінок: ящики зазвичай великі (наприклад, рибні ящики, логістичні ящики, ящики для зберігання), необхідно забезпечити достатню міцність порожнини форми, товщина стінки є рівномірною (як правило, 2. 5-4 мм), щоб уникнути усадки або деформації.
Підсилюючі смуги та функціональна структура: при розробці арматурних брусків (товщина менше або дорівнює 50% основної товщини стінки), укладання слотів, ручок тощо, необхідно розглянути нахил вивільнення (як правило, 1-2 градус) та складність наповнення.
Вибір поверхні розлуки:
Розділення по максимальному профілю ящика, щоб уникнути зворотної пряжки.
Лінія розлуки прихована, наскільки це можливо, на поверхні несприятки (наприклад, нижній або край коробки), щоб зменшити вплив спалаху на зовнішній вигляд.
2. Дизайн системи Gating
Тип воріт:
Бічні ворота: підходить для ящиків для малих та середніх розмірів, низька вартість, але потрібно вручну відрізати ворота.
Латентна ворота: Автоматичне демундінг, підходить для автоматизованого виробництва.
Багатоточковий гарячий бігун: великі рибні ящики зазвичай використовуються для скорочення часу наповнення та зменшення слідів зварних швів (таких як симетричне склеювання в чотирьох кутах ящика).
Баланс проточного каналу: симетричний макет використовується для того, щоб розплав був рівномірним заповненням і уникнути викривлення (наприклад, H-подібного каналу).
Холодна подача добре: встановлено в кінці основного потоку, щоб запобігти блокування воріт холодного корму.
3. Дизайн системи охолодження

Дотримуйтесь форми водного шляху: Розташуйте охолоджувальні труби по профілю контейнера, особливо для глибоких порожнин та армованих ділянок (наприклад, бічних стінок та дна ємності).
Контроль температури зони: області з товстими стінами (наприклад, корінь ручки) зміцнюють охолодження, щоб запобігти нерівномірному скороченню.
Вибір матеріалів: мідний сплав або мідний вкладка для міді для локального ефективного охолодження.
4. Система викиду та ежектора
Макет верхнього стрижня:
Рівномірно розподілений на нижній та бічній стінці коробки, щоб уникнути деформації викиду.
Діаметр пружника викиду більше або дорівнює φ5 мм (φ 8-12 мм для великих коробки обороту), а кількість визначається відповідно до проектованої області.
Викидання з газовим шляхом: Коробка обороту глибокої порожнини може бути оснащена допоміжним викидом повітряного клапана.
Нахил випуску: внутрішній нахил більше або дорівнює 1 градусу, нахил зовнішньої стінки 0. 5-1 градус (матеріал pp/hdpe).
5. Дизайн витяжної системи
Випускний канавка: Встановіть на поверхню про розлучення, отвір для викиду та вставте зазор, глибина 0. 02-0. 04 мм (pp Матеріал).
Вакуумна вентиляція: вентиляційні сталь або вентиляційні сталеві вставки доступні для ділянок глибокої порожнини.
6. Структура цвілі та вибір матеріалів
Матеріал цвілі: достійна сталь (наприклад, P20/718H), товщина шаблону більше або дорівнює 300 мм (велика цвіль).
Порожнина/ядро: Матеріал високої твердості (наприклад, S136, NAK8 0), поверхня відшліфована до Ra0,2 мкм або менше.
Керівництво та замикання цвілі: Додайте конічний блок позиціонування та похилий направляючий стовпчик, щоб забезпечити точність закриття цвілі.
7. Тест і оптимізація
Параметри процесу: крок впорскування (спочатку повільно, а потім швидко), тривалий час утримування тиску (компенсація за усадку).
Вирішення проблем:
Усадка: збільшити тиск утримується або відрегулюйте положення воріт.
Зватні позначки: оптимізуйте кількість воріт або підвищити температуру розплаву.
Деформація: Відрегулюйте охолодження водного шляху або додайте стовпчик опорної служби.
Який тип сталі для пластикової рибної ящика?
Вибір сталі для пластикової рибної ящики повинен всебічно враховувати такі фактори, як термін експлуатації цвілі, продуктивність переробки, резистентність до корозії, вимоги до полірування та вартість. Далі наведено короткий зміст часто використовуваних сталей та їх застосування:

1. Попередньо постраждала сталь (заздалегідь постраждала сталь)
- Типові оцінки: P20 (3CR2MO), 718H (модифікований P20), NAK80 (TATSU, Японія)
- Особливості:
-P20: Твердість HRC 30-35, легка обробка, низька вартість, придатна для виробництва пакетів малого та середнього розміру.
-718 H: Вища твердість (HRC 35-40), краща стійкість і міцність, ніж P20, придатні для складних структур або високих життєвих вимог.
-NAK80: до важкого стану (HRC 37-43), відмінна продуктивність дзеркального полірування, що підходить для високих потреб у поверхні (наприклад, прозорі рибні ящики).
-По-сценарій: Звичайна пластикова рибна коробка (PP/PE матеріал), без додаткової термічної обробки, придатна для малих та середніх форм.
2. Нержавіюча сталь, стійка до корозії
- Типова оцінка: 420 (4CR13), S136 (Assab), HPM38 (Hitachi)
- Особливості:
- 420: хороша корозійна стійкість, твердість HRC 48-52 (необхідна термічна обробка), придатна для вологих або солоних середовищ (таких як водні обробки).
- S136: Нержавіюча сталь з високою чистотою, відмінна корозійна стійкість, відмінна продуктивність полірування, придатні для тривалого контакту з водними формами.
- Сценарій нанесення: цвіль для ящиків з високою вологістю, контактом з морською водою або частого очищення.
3. Високостійка гаряча робоча сталь
- Типова оцінка: H13 (4CR5MOSIV1)
- Особливості:
- Висока температура (понад 500 градусів), відмінна стійкість до зносу, придатна для високошвидкісного ліплення або частого нагрівання/охолодження.
- Потрібна термічна обробка (твердість HRC 45-50), висока вартість.
- Сценарій застосування: масове виробництво або містить пластмаси, посилені скляними волокнами (наприклад, посилена рибна коробка РП).
4. Економічна вуглецева сталь
- Типова оцінка: 45# сталь, S50c
- Особливості:
-Начніші вартість, але погана стійкість до зносу та корозії, що вимагає поверхневої обробки (наприклад, хромованого покриття, азотування).
- Підходить для невеликої партії випробувальних виробів або низької точної форми.
- застосовні сценарії: тимчасові форми або низькі бюджетні сценарії.
Пропозиції щодо вибору матеріалів
1. Звичайна рибна коробка (PP/PE, мала та середня партія): P20 або 718H є кращим, враховуючи вартість та життя.
2. Висока корозійна стійкість: Виберіть нержавіючу сталь 420 або S136, щоб уникнути іржі, що впливає на термін експлуатації форми.
3. Висока обробка поверхні: NAK80 або S136, щоб переконатися, що зовнішній вигляд рибної коробки є бездоганним.
4. Велике виробництво партії: H13 або сталь з високою твердістю (наприклад, D2), поліпшення стійкості до зносу.
5. Виробництво випробувань з низькою вартістю: 45# Сталева поверхнева обробка.
- Конструкція системи охолодження: Термічна провідність сталі впливає на ефективність ін'єкцій, H13 та мідний сплав вставляє оптимізуючі охолодження.
-Мальша розмір: форми великого розміру повинні вибирати сталь з хорошою загартованістю (наприклад, 718 год), щоб уникнути деформації термічної обробки.
-Доциклююча технологія: заздалегідь важку сталь може бути оброблена безпосередньо, а інші сталеві потреби для резервного забезпечення для очищення тепла.
Рекомендується проводити поглиблену комунікацію з постачальниками цвілі відповідно до фактичних потреб у виробництві (вихід, тип пластику, умови навколишнього середовища) та проводити тестування на сталеві продуктивність, якщо це необхідно.
ЯкTo EнеTвінЦвіль з довгим життям?
Щоб забезпечити термін експлуатації цвілі для ін'єкцій, необхідно здійснити комплексне управління від дизайну, виробництва, використання, технічного обслуговування та інших посилань. Ось кілька ключових заходів:
1. Вибір матеріалів цвілі
- Високоякісна штампована сталь: Виберіть штамповану сталь з високою стійкістю до зносу, високою міцністю та корозійною стійкістю відповідно до вимог до продукту (наприклад, H13, S136, NAK80, P20 тощо).
- Відповідність матеріалів: враховуючи характеристики матеріалів для впорскування (наприклад, пластикові форми, що містять скляні волокна, які легко носити), вибирають сталь цвілі з більшою твердістю або кращою обробкою поверхні.
2. Розумна конструкція цвілі
- Структурна оптимізація: Уникайте гострі кути або тонкої стінки, щоб зменшити концентрацію напруги; Раціональна конструкція нахилу демулдінгу для зниження резистентності.
- Система охолодження: рівномірний компонування каналу охолодження, щоб уникнути локального перегріву, що призводить до теплової втоми або деформації.
- Проточний канал і вихлопна конструкція: Зменшіть стійкість потоку розплавленого пластику, обґрунтовано встановіть вихлопний бак, щоб уникнути захопленого газу або спалювання.
- Поверхня розлуки та відповідна точність: щоб переконатися, що поверхня розлуки є гладкою, цвілі, наперстом та іншими частинами координаційної зазору, є розумним, зменшіть знос.
3. Процес точності виготовлення
- Процес термічної обробки: завдяки гасіннях, загартовуванні та інших процесах для поліпшення твердості та міцності форми.
-Провердіння: нітридуйте, хромоване покриття, покриття PVD (наприклад, олово, Тіалн) та інші технології для підвищення твердості поверхні та резистентності до корозії.
- Точність обробки: Переконайтесь, що розмірна точність та обробка деталей цвілі (наприклад, дзеркальне шліфування), зменшуйте ризик тертя та ризики для наклеювання цвілі.
4. Стандартна робота
- Оптимізація параметрів ліплення ін'єкцій:
- Контроль температури: встановіть температуру циліндра та температуру цвілі, щоб уникнути теплового напруження, спричиненого занадто високим або занадто низьким.
- Тиск і швидкість: Зниження тиску та швидкості впорскування для зменшення навантаження на вплив цвілі.
-Час утримування та охолодження: встановіть час утримування тиску, щоб уникнути перевитру; Забезпечте достатнє охолодження перед відкриттям форми.
-Avoid Revload: Виробництво перевантаження заборонено (наприклад, перевищення сили затискача або межі об'єму ін'єкції).

5. Регулярне обслуговування та обслуговування
- очищення та запобігання іржі:
- Очистіть залишковий пластик і олію після кожного виробництва, щоб уникнути корозії.
-Нанесіть анти-Рускову олію під час тривалого використання, і продовжуйте герметично.
- Управління змащуванням: регулярно додайте високотемпературну жир до рухомих деталей, таких як наперсток, слайд та направляюча пошта.
- Перевірте та відремонтуйте:
- Регулярно перевіряйте знос поверхні цвілі, тріщини або іржу, відновлюйте невеликі пошкодження часу.
- Заміна або оновлення сильно зношених деталей, таких як наперстки та вставки.
6. Контроль за виробничим середовищем
- Управління температурою та вологості: Уникайте іржі цвілі у вологому середовищі.
- Чиста сировина: Переконайтесь, що пластикова сировина не містить домішок (таких як металеві частинки, пил), щоб запобігти подряпину цвіль.
- Технічні характеристики експлуатації: Оператори поїздів правильно використовувати форми, щоб уникнути насильницького демуляції або зіткнення.
7. Моніторинг цвілі та управління життям
- Кількість записів використання: Статистична ліпна форма, прогнозуйте життєвий цикл.
- Регулярний огляд: Використовуйте ультразвуковий, мікроскоп та інші інструменти для виявлення внутрішніх тріщин або втоми.
-По -менеджер з деталей: заздалегідь підготуйте носіння деталей (наприклад, вставки, наперстки), щоб скоротити час простою обслуговування.
8. Порадьтеся з спеціальними ситуаціями
- Висококорозійні матеріали: Використовуйте сталеву сталь корозій (наприклад, S316) або додайте поверхневе покриття.
- Матеріал з високим скловолокна: використання сталі вищої твердості та зміцнення обробки поверхні (наприклад, твердого покриття).
Ядро продовження терміну експлуатації форм ін'єкцій:
✅ Високий якісний матеріал + науковий дизайн
✅ Виробництво + стандартне використання
✅ Регулярне обслуговування + профілактичне управління
За допомогою систематичного управління життєвим циклом термін експлуатації цвілі може бути значно вдосконалено, а витрати на виробництво зменшуються.
Компоненти цвілі
Сталь

Система гарячого бігуна

Стандартні деталі

ЯкTo CхузистийA SпідживлюючийIпримхливістьMстаріMахейнFабоTвінРибна ящик Mould?

Вибір правильної машини для лиття для ін'єкцій для форми Crate вимагає всебічної оцінки розміру цвілі, матеріалів продуктів, ефективності виробництва та продуктивності обладнання. Ось ключові кроки та як вибрати параметри:
1. Розрахунок основних параметрів
(1) Сила затискання
Сила блокування цвілі - це основний параметр вибору машини для лиття під тиском, який повинен покрити тиск розплаву на поверхні розлуки форми:
Сила затискача (тонни)=прогнозована площа (см²) \ рази матеріальний тиск (MPA) \ div 1000 \]
- Прогнозована площа: максимальна горизонтальна прогнозована площа (довжина × ширина) коробки обороту + область системи заливки.
-Матеріальний тиск: Відповідно до вибору матеріалу (PP/HDPE зазвичай приймає 30-50 MPA, глибока порожнина або тонка стінка, приймає верхню межу).
Приклади:
Розмір ящика становить 500 × 400 мм, а площа системи заливки становить близько 10%
Прогнозована область=(50см × 40см) × 1. 1=2200 см²
Сила затискача=2200 × 50/1000=110 тонни (потрібно вибрати більше або дорівнює 120 тонн моделей)
(2) Вага пострілу
Теоретичний об'єм ін'єкції машини для лиття ін'єкцій повинен покрити загальну вагу "продукту + бігун": об'єм ін'єкції (g) більше або дорівнює вазі продукту \ разів 1,5 \
Щільність матеріалу: pp про {{0}}. 91g/см³, HDPE приблизно 0,95 г/см³.
- Коефіцієнт безпеки: як правило, 1. 5-2. 0, щоб уникнути об'єму введення понад 80% потужності машини.
Приклади:
Оборотна вага 1500 г, вага бігуна 200 г, загальна вага 1700г
Теоретичний об'єм ін'єкцій, що перевищує або дорівнює 1700 × 1. 5=2550 G (потрібно вибрати об'єм ін'єкції, що перевищує або дорівнює 3000 г моделі)
(3) Діаметр гвинта і удар
- Діаметр гвинта: Впливши на пластифікацію швидкості та тиску, гвинт великого діаметра підходить для товстих стінових виробів (коробка обороту зазвичай використовується φ 60-90 мм).
- Ін'єкційний інсульт: Для задоволення кількості наповнення розплаву, інсульт більше або дорівнює в 4 рази товщини продукту (глибока порожнина, коробка обороту потребує більш тривалого інсульту).
2. Збігання цвілі та обладнання
(1) Розмір та модуль шаблону
- Розмір шаблону: шаблон для лиття машини для лиття повинен бути в змозі встановити цвіль (довжина × ширина менше або дорівнює розміру шаблону).
- Товщина цвілі: Висота закриття цвілі повинна бути в межах мінімум - максимальний діапазон товщини цвілі машини для лиття під тиском.
Типовий розмір форми коробки обороту:
Вимоги до шаблону: 800 × 600 мм (невеликий) до 1500 × 1200 мм (великий)
Товщина цвілі: 400-800 мм (потрібно відповідати простору форм -форми машини для лиття)
(2) Простір для відкриттів та викидів цвілі
- Швидкість відкриття цвілі: він повинен бути більшою, ніж висота коробки обороту × 2 + відстань безпеки (50-100 мм).
Наприклад: Висота коробки обороту 300 мм → Швидкий отвір більше або дорівнює 300 × 2 + 50=650 мм.
- Викидання викиду: Переконайтесь, що штанга викиду може повністю виштовхнути продукт (коробка з глибокою порожниною повинна бути більшою, ніж дорівнює 100 мм).
3. Інші ключові фактори
(1) Властивості матеріалу підходять
-Баррель Температура: Температура обробки PP -приблизно 200-280 ступінь, HDPE -це приблизно 180-260 градус, необхідно забезпечити точність контролю температури машини для лиття під тиском.
- Коефіцієнт стиснення гвинта: PP/HDPE Рекомендоване коефіцієнт стиснення 2. 5-3. 0 (Універсальний гвинт може бути).
(2) Оптимізація виробничого циклу
- Швидкість ін'єкції: Великі коробки обороту потребують високої швидкості впорскування (більше або дорівнюють 80% повному темпу вогню) для скорочення часу наповнення.
-Попорядкові вимоги: Сервомотор або всемоторна машина для лиття впорскування може зменшити споживання енергії (підходить для масового виробництва).
(3) Спеціальні функціональні вимоги
- Багатоступенева ін'єкція: Підтримка сегментованого контролю наповнення та утримання тиску для поліпшення усадки в товстих стінах.
-Корувати функцію витягування: Якщо у коробці обороту є бічні отвори або зворотну пряжку, виберіть модель з гідравлічним циліндром.
4. Процес відбору
A. Обчисліть силу блокування режиму та об'єм вприскування (скринінг параметрів ядра).
B. Перевірте розмір встановлення форми (шаблон, товщина цвілі, ходи форми).
C. Вимоги щодо відповідного матеріалу (температура бочки, тип гвинта).
E. Оцінка додаткових функцій (інтерфейс автоматизації, конфігурація енергозбереження).
F. Бренд та стабільність Haitian, Zhenxiong, Engel та інші бренди різниця).
5. Типова рекомендація моделі (візьміть на приклад поле ПП обороту)
| Розмір коробки обороту|Сила блокування цвілі|Кількість ін'єкцій|Рекомендована модель |
| 300 × 200 × 150 мм|60-80 тонни|800-1200 g|Гаїтян МА1600/II |
| 500 × 400 × 300 мм|120-150 тонни|2500-3500 g|Zhenxiong JM128MK-III |
| 800 × 600 × 400 мм|300-400 тонни|6000-8000 g|Engel Victory 370 |
- Фактична перевірка режиму тесту: Після теоретичного розрахунку параметри необхідно регулювати через режим тесту (наприклад, зменшення сили затискача можна досягти шляхом оптимізації конструкції затвора).
- Зарезервований простір оновлення: Виберіть трохи більші моделі, щоб адаптуватися до майбутніх модифікацій цвілі.
- Вартість споживання та обслуговування енергії: Повна машина для лиття моторного введення має високу точність, але дорога ціна, гідравлічний прес є більш економічним.
За допомогою наведеного вище методу він може забезпечити ефективне узгодження машини для лиття під тиском та форму обороту, враховуючи ефективність виробництва та контроль витрат.
Пакет та. Доставка

Відгук клієнтів






