



Технічні характеристики прес-форми
|
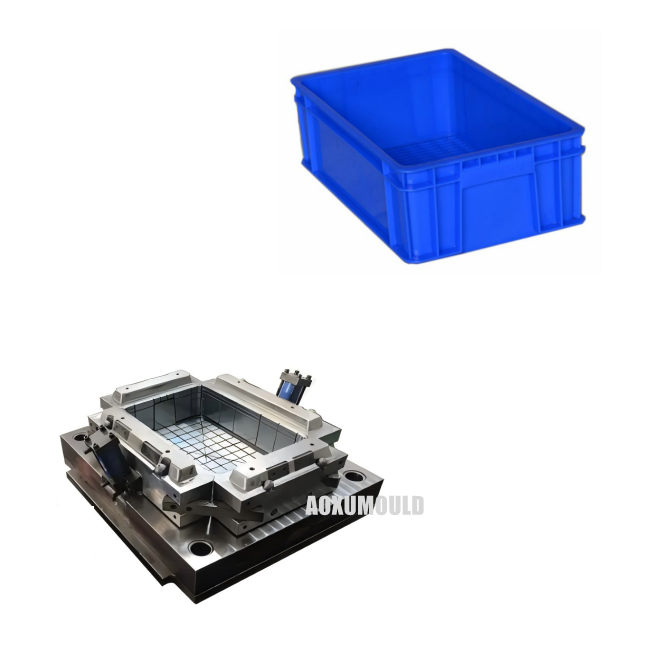
Назва цвілі |
Пластикова форма для промислових ящиків |
|
Матеріал виробу |
HDPE/PP |
|
Розмір продукту |
400х300х200 мм |
|
Матеріал прес-форми для порожнини &. Ядро |
P20/718/H13 |
|
NO порожнини |
1 порожнина |
|
Система впорскування |
Гарячий бігун |
|
Відповідний ін'єкційний апарат |
450T |
|
Розмір форми |
850x7280x550 мм |
|
Вага форми |
2600 кг |
|
Термін служби цвілі |
понад 500,000шт |
|
Час доставки |
55 днів |
Що таке промислові пластикові ящики?

Пластиковий промисловий ящик — це тип контейнера, виготовленого з пластикових матеріалів, призначеного для використання в промислових умовах.
1.Характеристики:
-Стійкий: він створений, щоб витримувати суворі промислові умови, наприклад, стійкий до ударів, стирання та хімічних речовин. Ця довговічність гарантує, що він витримає великі навантаження та часте використання без легкого ламання чи деформації.
- Можливість штабелювання: пластикові промислові ящики часто розробляються так, щоб їх можна було штабелювати, що забезпечує ефективне зберігання та транспортування. Їх можна складати один на одного, коли вони порожні або заповнені, що максимізує вертикальний простір на складах або під час транспортування.
-Багаторазові: вони придатні для багаторазового використання, зменшуючи відходи та забезпечуючи економічно ефективне рішення для транспортування та зберігання товарів протягом тривалого часу.
2. Використання:
-Зберігання: вони використовуються для зберігання широкого спектру промислових продуктів, включаючи частини, інструменти та сировину. Уніфікований розмір і форма дозволяють легко розмістити їх на полицях або стелажах.
-Транспортування: вони використовуються для транспортування вантажів усередині фабрики або між різними місцями. Їх можна легко переміщати за допомогою вилкових навантажувачів, домкратів для піддонів або конвеєрних систем, що полегшує потік матеріалів у ланцюзі постачання.
Що's Розмір пластикових промислових ящиків?
Пластикові промислові ящики мають широкий діапазон розмірів.
Звичайні невеликі ящики можуть мати зовнішні розміри приблизно 30 - 40 сантиметрів у довжину, 20 - 30 сантиметрів у ширину та 15 - 20 сантиметрів у висоту. Вони підходять для зберігання дрібних деталей або інструментів.
Ящики середнього розміру можуть мати приблизно 40 - 60 сантиметрів у довжину, 30 - 40 сантиметрів у ширину та 20 - 30 сантиметрів у висоту й часто використовуються для таких предметів, як компоненти машини середнього розміру.
Великі промислові пластикові ящики можуть мати довжину 60 - 120 сантиметрів або більше, ширину 40 - 80 сантиметрів і висоту 30 - 60 сантиметрів. Вони можуть утримувати громіздкі предмети, такі як великі частини промислового обладнання або велику кількість менших предметів.
Важливо зазначити, що це лише загальні діапазони, а фактичний розмір залежить від конкретних вимог галузі та предметів, які потрібно зберігати або транспортувати.
Як зробити якісну форму для ін’єкцій промислового ящика?

Ось кроки для виготовлення високоякісної промислової форми для лиття ящиків:
1.Дизайн
• Зрозумійте вимоги: Ретельно проаналізуйте конструкцію промислового ящика, включно з його розміром, формою, несучою здатністю та будь-якими спеціальними функціями, такими як проушини для штабелювання або дренажні отвори. Розглянемо тип пластику, який буде використовуватися, і його характеристики, наприклад швидкість усадки.
• 3D-моделювання: використовуйте розширене програмне забезпечення CAD (Computer - Aided Design) для створення детальної 3D-моделі прес-форми. Це допомагає візуалізувати структуру форми, розташування воріт (де пластик входить у порожнину форми), каналів охолодження та виштовхувальних штифтів.
2. Вибір матеріалу
• Матеріал основи форми: виберіть високоякісну сталь для основи форми. Часто використовуються попередньо загартовані сталі або інструментальні сталі з хорошою твердістю, зносостійкістю та в'язкістю. Наприклад, сталь P20 є популярним вибором завдяки хорошим характеристикам обробки та стійкості до зношування під час процесу лиття під тиском.
• Матеріал порожнини та сердечника: вибирайте матеріали, які витримують ін’єкції пластику під високим тиском і багаторазове використання. Деякі сплави з високотемпературною стійкістю та відмінними характеристиками обробки поверхні є кращими для забезпечення гладкої поверхні на ящику.
3.Процес виготовлення
• Фрезерування та механічна обробка: використовуйте прецизійні інструменти для обробки, такі як фрезерні верстати з ЧПК (комп’ютерне числове керування), щоб вирізати порожнини форми та серцевини відповідно до дизайну 3D-моделі. Точність обробки має вирішальне значення для того, щоб різні частини прес-форми точно підходили одна до одної.
• EDM (електророзрядна обробка): для складних форм або дрібних деталей, які важко отримати шляхом фрезерування, можна використовувати EDM. Він використовує електричні розряди для руйнування матеріалу та створення потрібної форми.
• Обробка поверхні: застосуйте відповідну обробку поверхні форми. Наприклад, полірування поверхні порожнини до високого блиску може покращити якість поверхні пластикового ящика та полегшити вивільнення деталі з форми. Текстурування також можна виконати, якщо на ящику потрібен певний малюнок поверхні.
4. Конструкція системи охолодження
• Ефективні канали охолодження: створіть ефективну систему охолодження з каналами охолодження, які рівномірно розподілені навколо порожнини форми. Це допомагає контролювати швидкість охолодження пластику, скорочуючи тривалість циклу та запобігаючи викривленню ящика через нерівномірне охолодження. Необхідно ретельно спланувати діаметр і розташування каналів охолодження.
5. Контроль якості
• Перевірка розмірів: використовуйте прецизійні вимірювальні інструменти, такі як координатно-вимірювальні машини (CMM), щоб перевірити розміри частин прес-форми на відповідність специфікаціям конструкції. Будь-які відхилення необхідно виправити, щоб забезпечити належне прилягання та функціонування форми.
• Пробні запуски: проведіть пробні запуски впорскування за допомогою форми, щоб перевірити наявність будь-яких дефектів у пластиковому ящику, таких як короткі удари (неповне заповнення), спалах (надлишок пластику) або сліди раковини. На основі результатів пробних прогонів внесіть корективи в прес-форму, наприклад змініть конструкцію воріт або налаштуйте параметри впорскування.
Який час для виготовлення промислової форми для ін’єкцій?
Тривалість виготовлення промислових форм для лиття під тиском ящиків зазвичай становить від 45 до 60 днів, і наступний час необхідний для кожного етапу:
1. Фаза проектування
• Аналіз продукту та проектування схеми: для детального аналізу специфікацій ящиків, структурних характеристик і особливих потреб клієнтів, а також для розробки попередніх схем проектування потрібно від 3 до 7 днів.
• 3D-моделювання та креслення: зазвичай потрібно від 5 до 10 днів, щоб створити точні 3D-моделі та намалювати детальні 2D-креслення за допомогою професійного програмного забезпечення САПР для подальшого виробництва.
2. Етап закупівлі матеріалів
• Придбання сталі для штампів: зазвичай займає від 3 до 7 днів, відповідно до вимог конструкції прес-форми для придбання відповідної сталі. Якщо спеціальну сталь потрібно налаштувати або постачальники відсутні, час може бути продовжено до 10-15 днів .
• Придбання аксесуарів: для придбання стандартних аксесуарів, таких як наконечники, повзунки, кришки воріт тощо, потрібно від 3 до 5 днів, а для налаштування спеціальних аксесуарів – від 7 до 10 днів або навіть більше.
3. Етап виготовлення
• Чорнова обробка: використання фрезерного верстата з ЧПК та іншого обладнання для чорнової обробки заготовки прес-форми, видалення більшої частини поля, зазвичай займає від 7 до 10 днів.
• Оздоблення: включаючи напівобробку та фінішну обробку, точну обробку ключових частин, таких як порожнина прес-форми та серцевина, для забезпечення точності розмірів і якості поверхні, що займає приблизно від 10 до 15 днів.
• EDM: для складних форм або тонких структур потрібно приблизно від 3 до 5 днів, щоб досягти спеціальної обробки форми за допомогою електророзрядних корозійних матеріалів.
• Обробка поверхні: полірування, азотування, хромування та інша обробка поверхні для підвищення твердості поверхні прес-форми, зносостійкості та стійкості до корозії займає від 3 до 7 днів.
4. Фаза перевірки якості та налагодження
• Перевірка якості: використання ШМ та іншого обладнання для проведення всебічної перевірки прес-форми, щоб переконатися, що точність розмірів і допуск форми та положення відповідають вимогам, що займає від 3 до 5 днів.
• Випробування прес-форми та налагодження: виконайте від 2 до 3 випробувань форми та відрегулюйте та оптимізуйте форму відповідно до стану пластикових частин після кожного тесту, який займає від 7 до 10 днів.
Які поширені дефекти промислових форм для ящиків і способи їх уникнення?
Ось деякі поширені дефекти форм для промислових ящиків і способи їх уникнення:
1. Короткі удари
Опис дефекту: короткі удари виникають, коли пластиковий матеріал не повністю заповнює порожнину форми. Це призводить до неповного або частково сформованого промислового ящика з відсутніми секціями.
Причини та уникнення:
Недостатній тиск або об’єм упорскування: перевірте налаштування машини для лиття під тиском. Переконайтеся, що тиск упорскування та об’єм достатні для заповнення всієї порожнини форми відповідно до конструкції ящика. Можливо, потрібно буде відрегулювати тиск залежно від типу та в’язкості використовуваного пластику. Обмежений потік матеріалу: це може бути через вузькі або заблоковані ворота. Проектуйте ворота відповідного розміру та форми, щоб забезпечити плавний потік матеріалу. Також перевірте, чи немає перешкод у системі бігунів. Тримайте бігунок і ворота чистими та вільними від сміття під час процесу формування.
2. Спалах
Опис дефекту: спалах – це надлишок пластику, який виступає з лінії роз’єднання або інших отворів. Це надає промисловому ящику нерафінованого вигляду, а також може вплинути на його функціональність.
Причини та уникнення:
Неправильне закриття форми: Переконайтеся, що силу затиску форми встановлено правильно. Якщо сила надто низька, mld може закриватися недостатньо щільно, дозволяючи пластику просочитися назовні. Регулярно перевіряйте запірний механізм mld на предмет зносу та за потреби регулюйте силу затиску.
Зношені або пошкоджені поверхні прес-форми: з часом поверхні форми можуть зношуватися або пошкоджуватися, створюючи щілини на лінії розділення. Регулярно перевіряйте та доглядайте за поверхнею форми. Відполіруйте або відремонтуйте будь-які пошкоджені ділянки, щоб забезпечити герметичність.
3. Мітки раковини
Опис дефекту: сліди раковини – це западини або порожнисті ділянки на поверхні формованого промислового ящика. Зазвичай вони виникають у місцях із товстими ділянками й спричинені усадкою пластику під час його охолодження.
Причини та уникнення:
Нерівномірна товщина стінок: спроектуйте ящик із більш однаковою товщиною стінок. Уникайте різких змін товщини, які можуть призвести до різного охолодження та усадки. Якщо потрібні товсті секції, подумайте про додавання ребер або інших структурних елементів, щоб зменшити ймовірність слідів раковини.
Недостатнє охолодження: забезпечте ефективну систему охолодження. Канали охолодження мають бути сконструйовані таким чином, щоб забезпечити рівномірне охолодження форми. Відрегулюйте час охолодження та швидкість потоку теплоносія відповідно до характеристик пластикового матеріалу, щоб мінімізувати проблеми, пов’язані з усадкою.
4. Викривлення
Опис дефекту: викривлення стосується спотворення формованого промислового ящика з його запланованої форми. Це може ускладнити укладання або використання ящиків за призначенням.
Причини та уникнення:
Нерівномірне охолодження: Подібно до слідів раковини, нерівномірне охолодження може спричинити викривлення. Перевірте конструкцію системи охолодження та переконайтеся, що охолоджуюча рідина рівномірно розподілена навколо форми. Також враховуйте теплопровідність матеріалу форми та її вплив на рівномірність охолодження.
Неправильні параметри лиття під тиском: Неправильні параметри, такі як швидкість уприскування, тиск ущільнення та час витримки, можуть вплинути на внутрішній розподіл напруги у формованій частині та призвести до викривлення. Оптимізуйте ці параметри методом проб і помилок і на основі властивостей пластичного матеріалу.
5. Дефекти поверхні (подряпини, плями тощо)
Опис дефекту: вони можуть включати подряпини на поверхні ящика, плями від зношеного пластику або грубу текстуру.
Причини та уникнення:
Якість поверхні форми: Забезпечте високу якість обробки поверхні форми. Будь-які подряпини або шорсткості на поверхні форми перенесуться на формовану частину. Регулярно поліруйте поверхні форм і обережно поводьтеся з ними під час обслуговування та експлуатації.
Забруднення: тримайте пластиковий матеріал чистим і вільним від забруднень. Зберігайте його в чистому середовищі та використовуйте належні процедури поводження, щоб запобігти потраплянню бруду, вологи чи інших сторонніх речовин у матеріал і впливу на якість поверхні формованих ящиків.
Пакет &. Доставка

Компоненти форми
Формова сталь

Система гарячого каналу

Стандартні частини

Відгуки клієнтів

Ви можете надати більш конкретну контактну інформацію, як-от адресу електронної пошти, номер телефону або онлайн-форми для зв’язку, щоб зацікавлені сторони могли зв’язатися з вами щодо виготовлення форми для пластикових промислових ящиків. Або ви можете шукати потенційних клієнтів через різні канали, як-от галузеві виставки, бізнес-каталоги та виробничі онлайн-платформи, щоб рекламувати свої послуги з виготовлення форм.





