



Специфікації цвілі
|
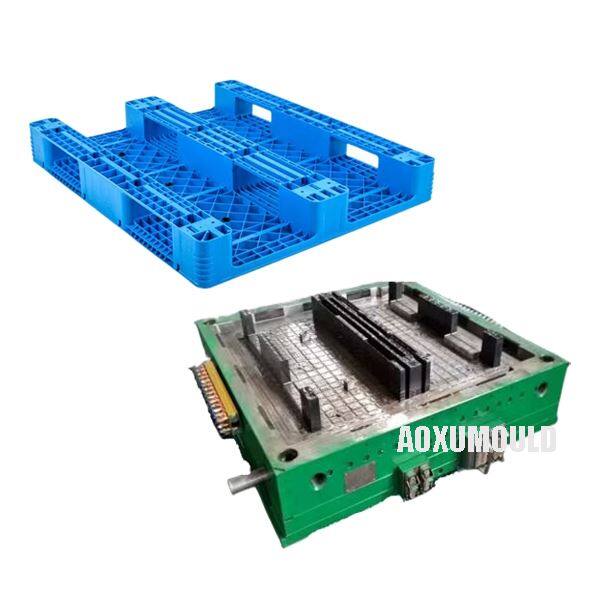
Назва цвілі |
Світло-годна форма піддону |
|
Матеріал продукту |
HDPE, пластик |
|
Розмір товару |
1000x1200x150мм |
| Вага продукту |
15 кг |
|
Матеріал цвілі для порожнини та. Ядро |
P20 |
|
Основа |
C45 |
|
Система впорскування |
Гарячий бігун |
|
Відповідна машина для введення |
2800T |
|
Розмір цвілі |
1900x2000x880mm |
|
Життя цвілі |
Більше 300, 000 PCS |
ЛегкийVs. Порівняння важких піддонів
1. Метод виробництва:
Світлові піддони використовують лиття для впорскування (швидке, економічне для великих обсягів).
Важкі піддони використовують ротомольдінг\/конструкційну піну (повільніше, але сильніше).
2. Завантажити потреби:
Світла: підходить помірні навантаження (наприклад, коробки, електроніка, напої).
Важкі: для промислової техніки, об'ємні рідини, сталеві котушки.
3. Ефективність
Світла: дешевша вперед, але може знадобитися часта заміна.
Важка: більша початкова вартість, але довша тривалість життя.
4. Кустомізація:
Світла: Більше варіантів дизайну (наприклад, текстури проти ковзання, теги RFID).
Важка робота: Зосередьтеся на структурній цілісності над естетикою.
.
Світла: ідеально підходить для автоматизованих систем (наприклад, конвеєрних ременів).
Важка робота: використовується в суворих умовах (наприклад, будівельні майданчики, холодне зберігання).
6. Коли вибирати кожен тип?
>Виберіть легкі піддони, якщо:
Вам потрібні недорогі, легкі рішення.
Навантаження становить менше 1500 кг.
Потрібні високі гігієнічні стандарти (наприклад, харчова промисловість).
>Виберіть важкі піддони, якщо:
Навантаження перевищує 2, 000 кг або включають гострі\/нерівномірні елементи.
Довгострокова довговічність є критичною (наприклад, логістичні пули для багаторазового використання).
Вплив екстремальних температур або хімікатів.
Різниця голки клапана гарячого бігуна &. Відкрийте систему гарячого бігуна

1. Гейт контроль:
Голка клапана: фізично відкриває\/закриває ворота голкою, що дозволяє послідовно або пошкодити ін'єкцію (краще для великих піддонів з декількома воротами).
Відкрита система: ворота залишаються відкритими; Потік залежить від тиску розплаву та теплового розширення.
2. Есттетика та точність:
Системи клапанів Excel у додатках, що чутливі до воріт (наприклад, видимі поверхні) через відсутність руни.
Відкриті системи можуть залишити незначні оцінки, але достатньо для промислових піддонів.
3. Виконання проти продуктивності:
Системи клапанів на 20–40% дорожчі, але зменшують відходи та покращують узгодженість.
Відкриті системи є економічними для великих об'ємних продуктів, таких як піддони.
4. Матеріальна придатність:
Клапанні голки обробляли наповнені матеріали (наприклад, скляне волокно) краще, зменшуючи знос.
Відкриті системи добре працюють зі стандартними пластмасами (HDPE, PP).
5.>Що вибрати для піддонів для світла?
Відкритий гарячий бігун: бажаний для виробництва піддонів з великим обсягом.
Голка клапана: виправдана, якщо вам потрібен багатогейтний контроль або преміум-оздоблення поверхні.
Дизайн продукту та. Пластир

Ключові моменти для світлаПіддон Випробування цвілі
1. Підготовка попереднього виїзду
>Огляд цвілі
Перевірте наявність пошкоджень, іржі або нерівності після відвантаження.
Перевірте лінії охолодження, шпильки для викиду та слайди функціонують безперебійно.
>Сумісність машини
Підтвердити, що машина для лиття ін'єкції має адекватну:
Сила затискача (як правило, 500–2, 000 тонни для піддонів).
Розмір пострілу (достатньо пластику, щоб заповнити форму).
>Матеріал висихання
Попередньо розігрійте HDPE\/PP для видалення вологи (2–4 години при 70–90 градусах).
2. Критичні параметри випробування
|
Параметр |
Рекомендоване налаштування |
Поради щодо регулювання |
|
Температура розплаву |
200–260 градусів (HDPE\/pp) |
Збільшити, якщо з’являються позначки. |
|
Швидкість ін'єкції |
Середня швидка (50–80%) |
Уповільнюйте, якщо виникають спалювання або спалахи. |
|
Тиск |
50–80% максимального тиску |
Зменшіть, якщо перепакувати\/мийки. |
|
Час охолодження |
30–60 секунд |
Поширюйте, якщо відбувається викривлення. |
|
Температура цвілі |
40–80 градусів |
Більш високі темпи покращують потік, але збільшують час циклу. |
3. Поширені дефекти та рішення
|
Дефект |
Можлива причина |
Розчин |
|
Короткі постріли |
Низька температура\/тиск розплаву |
Збільшити температуру, швидкість ін'єкції. |
|
Спалах |
Надмірний тиск затискач |
Зниження тиску впорскування, перевірте вирівнювання цвілі. |
|
Викривлення |
Нерівномірне охолодження |
Відрегулюйте канали охолодження, продовжуйте час охолодження. |
|
Позначки |
Недостатній час утримання |
Збільшити тиск\/час утримання. |
|
Струмінь |
Занадто швидка ін'єкція |
Уповільнити швидкість ін'єкції. |
Пакет та. Доставка

Компоненти цвілі
Сталь

Система гарячого бігуна

Стандартні деталі

Деталі відвантаження на піддові
1. Упаковка та захист >Дерев’яні ящики: Важкі ящики з внутрішньою піною\/м'якою накладкою для запобігання пошкодження вібрації. >Покриття проти Rust: форми покриті інгібітором іржі та загорнуті в плівку VCI (інгібітор корозії пари). >Розбирання (за потреби): Великі форми можуть бути розділені на менші компоненти для безпечнішого транспорту. >Точки підйому: чітко позначені для навантажувачів\/кранів під час завантаження\/вивантаження. Методи доставки
3. Необхідні документи >Комерційний рахунок -фактура (з кодом HS, вартості, ваги) >Список упаковки (розміри, розбиття деталей) >Конос (б\/л) або Air Waybill (AWB) >Сертифікат походження (якщо вимагає торгівлі) >Сертифікат фумігації (якщо використовується дерев’яна упаковка) >Страховий сертифікат (рекомендується для високоцінних форм) 4. МОЖЛИВІ МОЖЛИВОСТІ ТА ІМПЕРАЦІЯ >Код HS: Зазвичай 8480719090 (ін'єкційні форми для пластмас). >Імпортні обов'язки: залежать від країни (наприклад, США: {{0}} - 5%, ЄС: 0–4,5%, Індія: 7,5–10%). >Податки: ПДВ\/GST застосовується в більшості напрямків. >Положення: Деякі країни потребують перевірок перед судном. 5. Поради про плавне відвантаження >Ящики етикетки з "крихкими" та "цієї сторони вгору" попередження. >Поділіться деталями відстеження з покупцем для прозорості. >Попередньо чисті митниці, якщо можливо, уникнути затримки портів. |

Поширення
>1. Що таке ін'єкційна форма для піддонів, що готові?
Форма для впорскування піддонів з легкою експлуатацією-це тип форми, що використовується для виготовлення світлових піддонів, які зазвичай використовуються в галузях для зберігання та транспортування товарів.
>2. Які матеріали використовуються у виробництві світлових піддонів?
Світлові форми для піддонів, як правило, виготовляються з високоякісної сталі (наприклад, P20, 718H, S136, H13).
>3. Чи можете ви допомогти у виборі матеріалів?
Так. Ми рекомендуємо:
HDPE: Найкраще для довговічності\/хімічної стійкості.
ПП: легша вага, менша вартість.
>4. Скільки часу потрібно для виготовлення світлової форми піддону?
Час, необхідний для виготовлення піддону форми, може змінюватися залежно від складності конструкції та розміру форми. У середньому для завершення виробничого процесу може знадобитися 55-65.
>5. Чи можуть бути створені спеціальні конструкції для ін'єкційних форм для піддонів?
Так, ми пропонуємо спеціальні дизайнерські послуги для задоволення конкретних потреб та вимог своїх клієнтів. Спеціальні конструкції можуть включати унікальні форми, розміри та функції для оптимізації продуктивності піддонів.
>6. Які заходи контролю якості існують для ін'єкційних форм для введення піддонів?
Зазвичай у нас є суворі заходи контролю якості, щоб забезпечити відповідність формам та технічним характеристикам. Це може включати регулярні процеси перевірки, тестування та сертифікації.
>7. Які є ключові переваги використання форми для ін'єкційних піддонів світла?
Деякі ключові переваги використання світлових форм піддонів включають їх довговічність, універсальність та економічну ефективність. Ці форми ідеально підходять для виробництва легких, але міцних піддонів, які можуть обробляти різні типи навантажень та середовища. Крім того, процес формування впорскування дозволяє ефективно та точне виробництво піддонів у великих кількостях.
Відгук клієнтів






